
Vom Montagetisch zur Produktionslinie
Ausbaustufen für verschiedenste Bedürfnisse:
- Starter-Kit
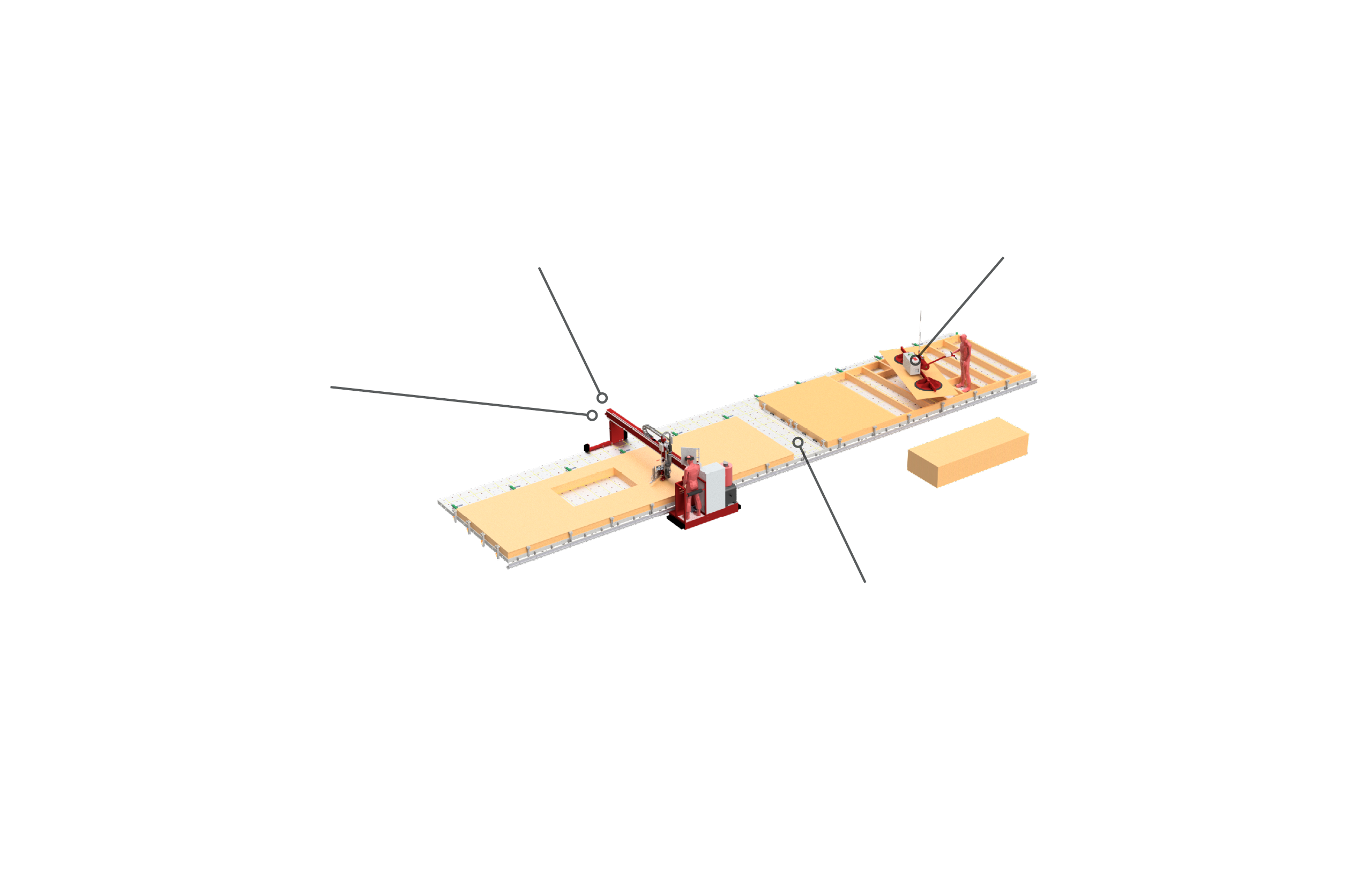
- Ausbaustufe MF-Portal
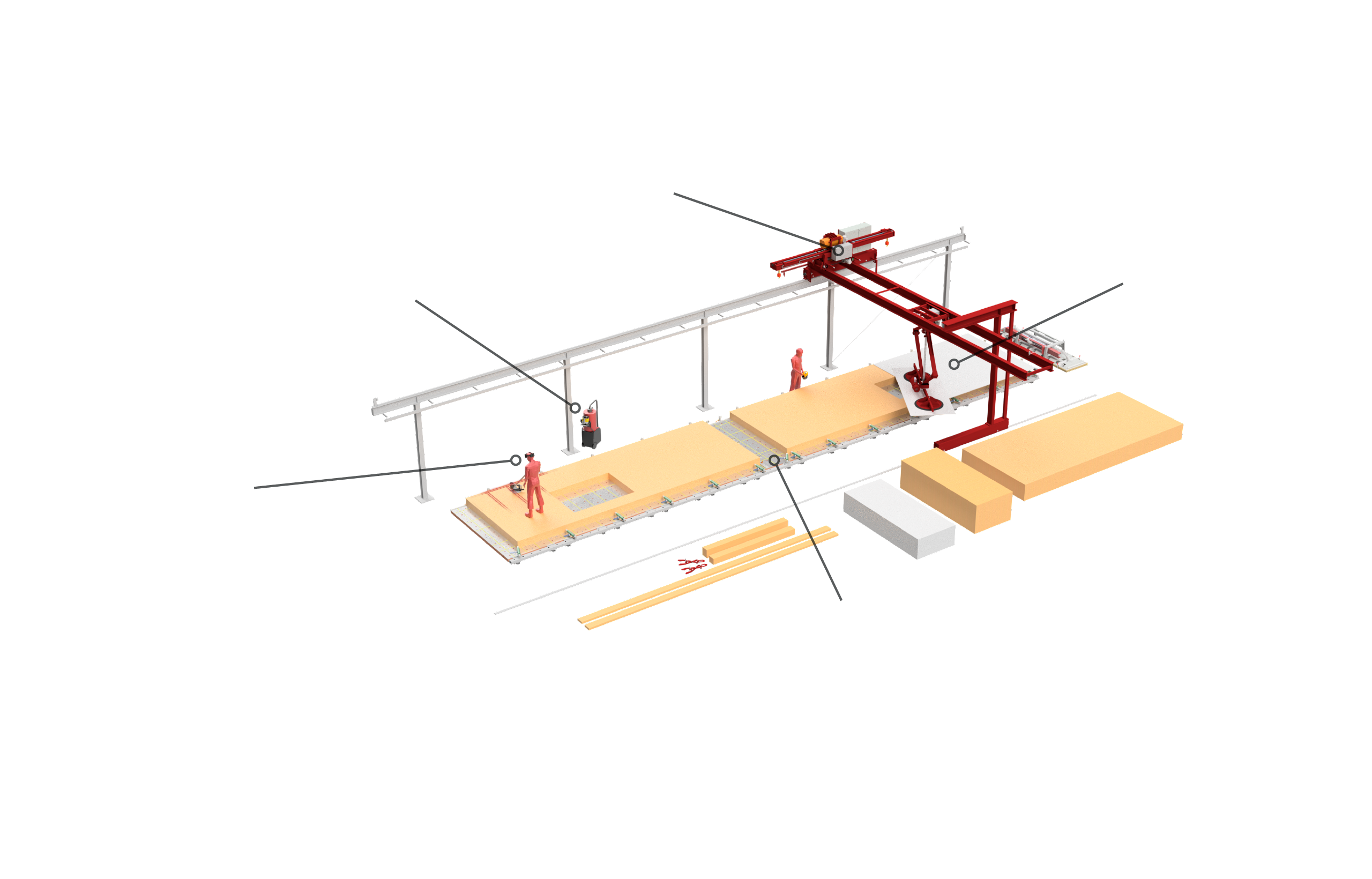
- Ausbaustufe Material Handling
- Montagelinie kombiniert

Referenzen







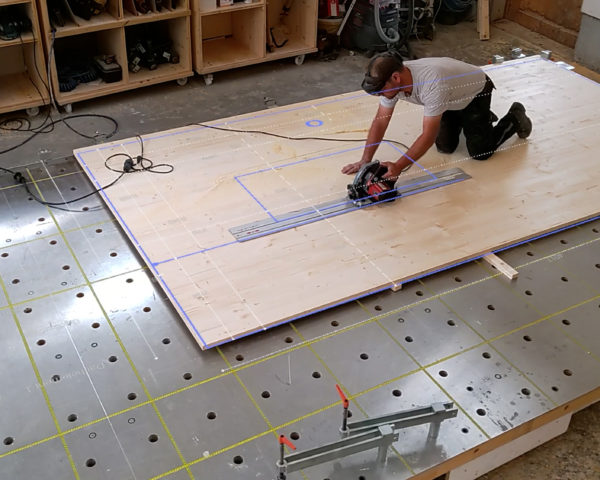
Teamgrösse 1
- Ein Mann arbeitet alleine 20% schneller als im Team. Er braucht aber Hilfsmittel, damit er alle Arbeitsschritte selber ausführen kann.

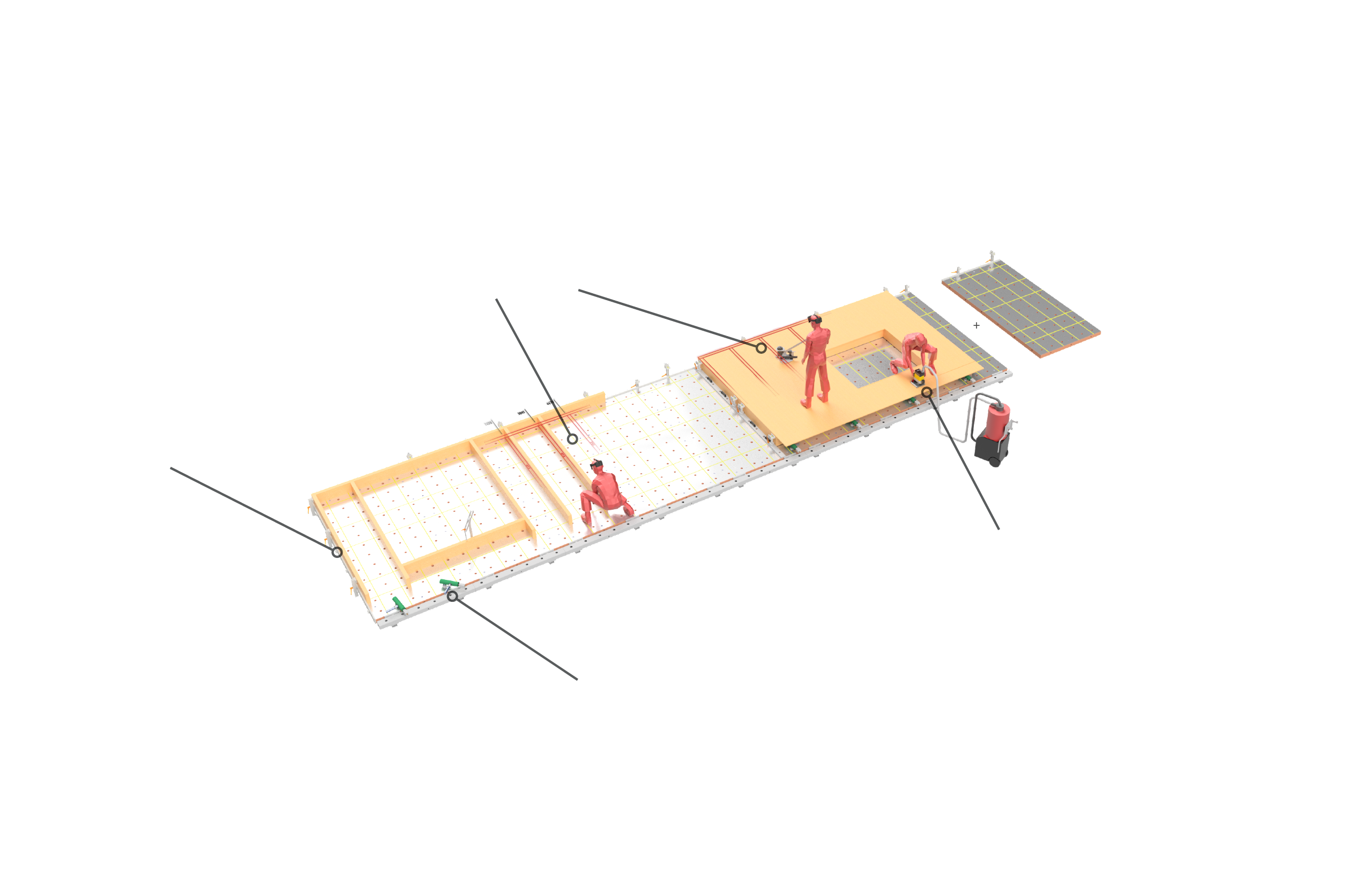
Individuelle Arbeitsstationen
- Ein langer Montagetisch wird in unterschiedliche Arbeitsstationen unterteilt. So wie es das Projekt erfordert. Produktionsanlage wird voll optimiert.

Optimierte Arbeitsschritte
- Jeder Arbeitsschritt kann durch entsprechendes Zubehör optimiert werden.

Mensch-Maschine Interaktion
- Der Handwerker soll durch geeignete Maschinen, Systeme und Vorrichtungen seine Produktivität maximieren können, statt durch diese ersetzt zu werden.
Aktuelleste News
Alle anzeigen
Kompakte Maschinentechnik für die Vorfertigung
Mitarbeiter entlasten auf engem Raum und kleinem Invest

Attraktive Arbeitsplätze für modernen Holzrahmenbau
Produktivität durch maschinelle Arbeitserleichterung

Automation und Handwerk vereint
Attraktive und effiziente Arbeitsplätze dank gezieltem Einsatz von Maschinent…

Maschinentechnik für alle Arbeitsschritte
Das Optimieren aller Arbeitsschritte führt zu Einsparungen im Gesamtprozess

Was kann Augmented Reality für den Holzbau?
Pläne in Echgrösse auf dem Montagetisch einblenden

BG Bau fördert Montagetische
Lassen Sie bis 50% der Anschaffungskosten rückvergüten
Digitale Baupläne immer im Blick
Dach + Holzbau interviewt Vertriebsleiter Benjamin Fankhauser zu Augmented Re…

Materialhandling in der Vorfertigung
Abläufe vereinfachen dank effizientem Material Handling

Gold Award 2022
Gold ! Für die woodtec AR App für Holzbauer an den Best of Swiss Apps 2022 Aw…